

Automation of industrial component manufacturing is growing in importance all the time. Schelling is demonstrating at the Ligna trade fair how Häcker is setting new standards for kitchen manufacture with its new ls 1.
Häcker, a company based in Upper Westphalia, is the third largest kitchen manufacturer in Germany. Individualisation is the daily bread and butter of this production sector – he who holds the competitive edge wins this race.
Häcker is a satisfied Schelling customer so it is no coincidence that this successful cutting tool and plant manufacturer from Austria has been selected for the automation of batch size one production operations. The multiple disadvantages of the milling solution and in-house experience also made it clear that cutting was the way forward and that milling was now relegated to the past.
Compact concentric system
For this project, Schelling favoured complete redevelopment of the tried and tested concentric concept. Two objectives were paramount here:
Firstly, the need to maximize utilization of the existing cut-to-size plant and secondly, to make maximum use of the high-quality panels used as primary material. All of that, needless to say, while maintaining production operations at a brisk pace.
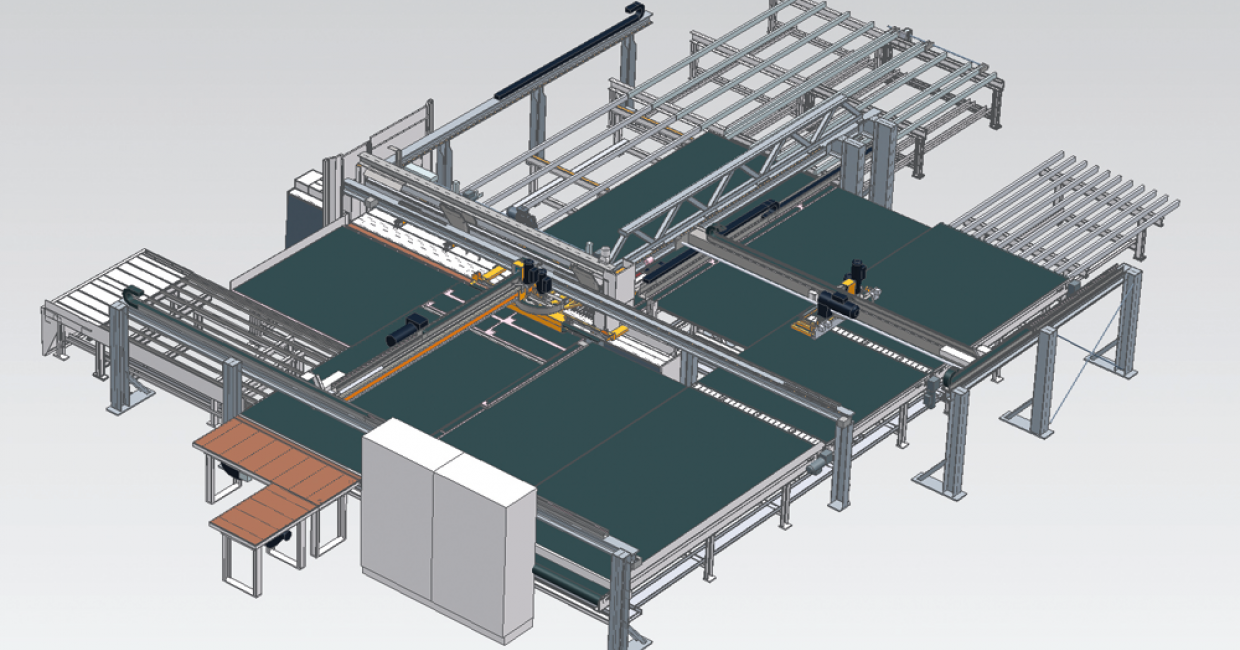
The result, the heart of which can be admired in action at Ligna (i.e. cutting line including concentric components), is surprisingly compact, quiet, energy-efficient and relatively dust-free.
Combined with existing plant
The challenge was to supplement the existing panel divider unit comprising of a partially automated cut-to-size plant and to transform it with the new installation into a fully-automated plant for batch size one manufacture, all integrated into the overall size and totality of the production facility.
Batch size one means no panel packages – instead, only individual panels are cut to size. Every part is different because every fitted kitchen is different, in terms of dimensions, layout, surface designs etc. However, when you only cut one part at a time, offcuts are a big topic.
Optimisation of cutting plans and offcut debris handling play a decisive role in line speed and optimum use of panels, which translates straight into plant profitability. Two concepts contribute quite surprising efficiency: firstly, further development of the concentric function that facilitates second, third, fourth and yet more cuts while also providing for a dedicated and automated flat surface storage area just for offcuts.
High level of material utilisation
The new concentric concept is only equipped with one cutting line. However, this is in operation almost continuously. In the first level of machining, longitudinal or head cuts can be made.
Then the cut parts are rotated in a changeover portal and their direction of travel is reversed. These returning parts are then cut in a transverse plane during the second stage of machining.
The part is then either in final condition, meaning it then travels on to further processing, or it is cut a third and even a fourth time. It is these third and fourth cuts that play a decisive role in achieving maximum usage of the primary material panels.
However, it is not every time that complete primary panels are needed for current orders. What then should happen to the viable offcuts? Large offcuts are returned rapidly to the flat surface storage area across two bridges with portals.
The flat surface storage area at Häcker Küchen measures an impressive 55m in length. Mind you, when well over 200 panels are required for each shift, that is the size of storage area required. The new Schelling ls 1 however, by virtue of its compact design, has a more modest appetite for material.
Live at the Ligna trade fair
The new Schelling batch size one plant ls 1 is an example of consistently applied further development. It is more compact, while having more capacity and greater flexibility.
Right from the machining process stage, the panels and components are turned into their correct positions by powerful positioning components, saving time and resources.
Many fundamental and detailed improvements deliver greater performance and precision, examples being the use of brush tables instead of rollers.
In addition, the plant can be equipped with various loading and unloading devices, as well as with a vast array of further processing options.
Last but not least, the plant can be operated almost entirely autonomously, i.e. without operating staff. To find out about everything else it can do, come along to Ligna from 11-15th May in Hanover and see for yourselves!








