




When Starbank Panel Products set out to create a new factory, a sustainable approach quickly became a key objective which included the supply and use of electricity and heat for the impressive facility.
Starbank Panels Products’ impressive new factory covers some 120,000 sq ft and will include an office block and despatch areas – the current development sits on 16.5 acres and leaves significant room for future expansion.
The development of the site has focused on sustainability installing 1000 solar panels which will provide 65-70% of the required electricity and a new voltage loss optimisation substation to improve overall electric usage.
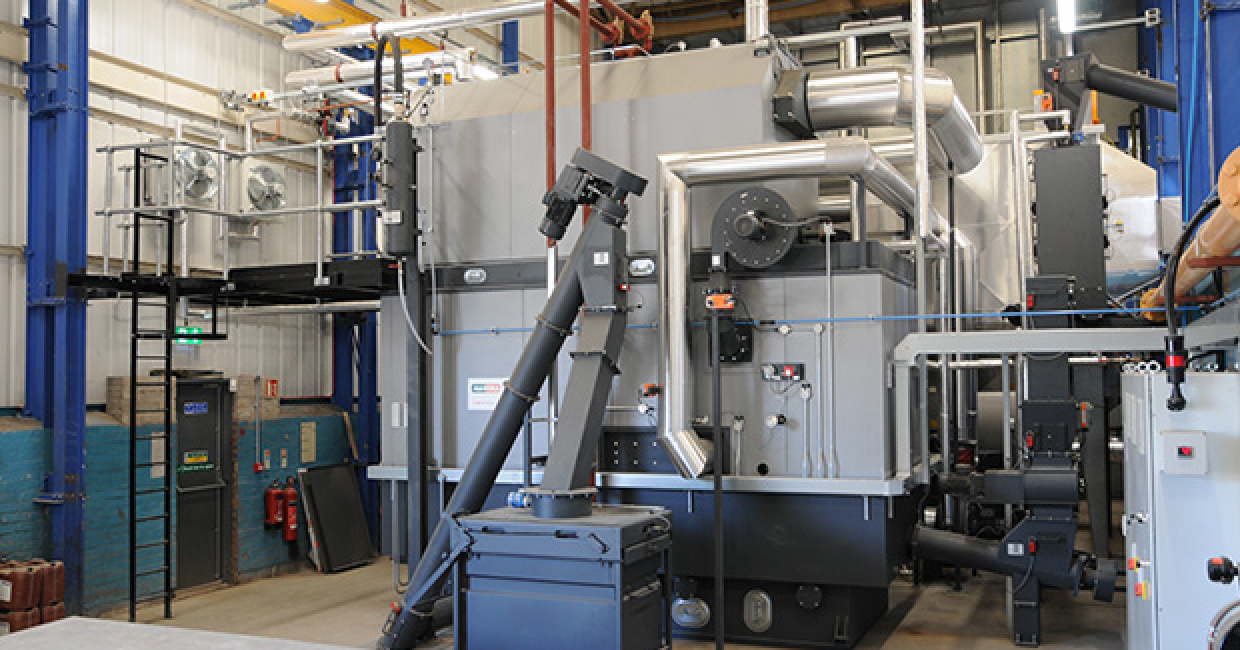
In addition, a central point of the new factory is a biomass boiler plant Viessmann – installed by Mawera UK – as a complete project including wood storage, transfer, burning and suppling hot water to within the complete factory.
The first stage is to provide storage to the factory-produced wood off-cuts and dust – this is chipped and then stored as it is produced directly into the silo.
Constructed from concrete sections and towering 16m, its storage capacity is 900 cubic metres of wood dust and chips and is sufficient to provide Starbank with heat throughout the entire winter period. Storing through the summer will enable Starbank to maximise wood usage in the biomass boiler, which will burn 35 tonnes per week during the winter months.
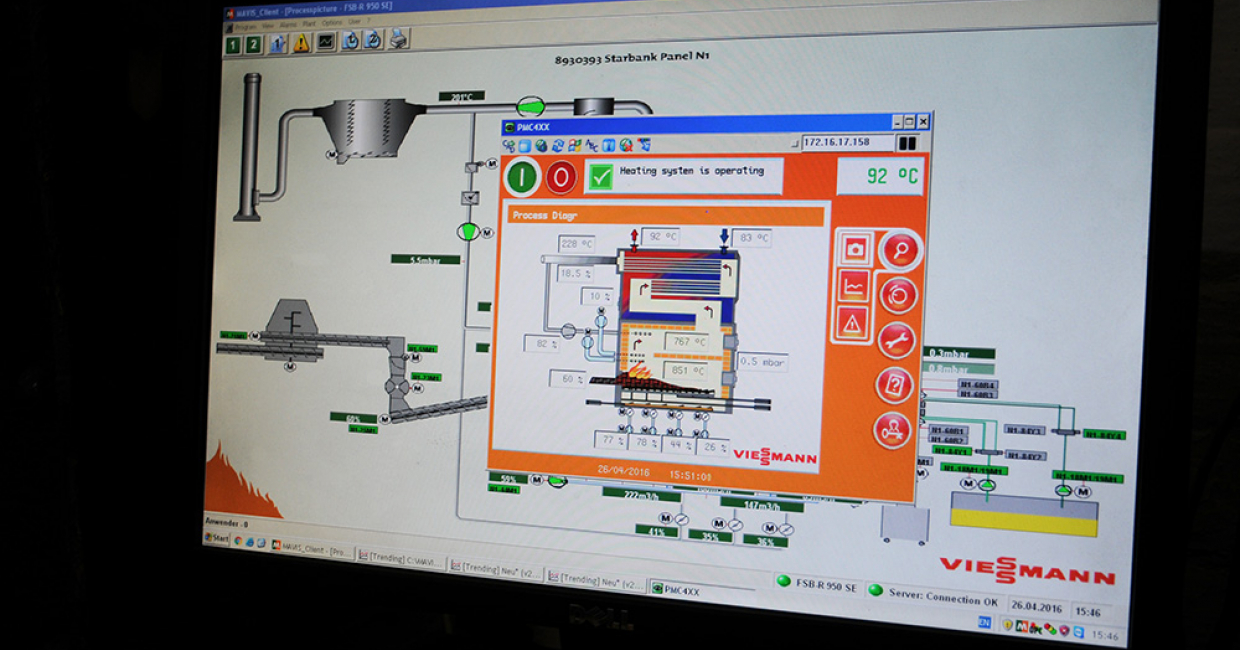
Wood chips and dust are transferred automatically to a distribution section within the boiler house that feeds the boiler – Vitoflex 300 FSB-R-SE 950SE – that is capable of providing 160,000kW hours per week of heat.
The FSR Mawera plant is automatically controlled by a flat moving grate with water cooling that’s designed specifically for use with dry materials such as MDF, chipboard and melamine-covered boards.
Oxygen control is used to govern the combustion process and in the FSR that extends to control of two sections of combustion as well as recirculation and mixing of the flue gases with primary and secondary air to lower nitrous oxide emissions.
The flue gases are passed through two sections of abatement – first a multi-cyclone that takes out the larger particles, and then on to an electrostatic filter that removes even smaller particles before emitting to atmosphere. Each section has ash bin collection on the underside of each unit so dust can be removed easily.
The biomass installation is backed up by a three-pass Viessmann Vitomax 300 gas boiler that provides a full capacity heating system and can also be used to top up the biomass installation if no biomass is available.
The total heating system is pressurised hot water up to 110°C that is circulated around the factory in distribution pipes. Pressurisation and expansion are controlled by a Flamco III automatic expansion and fill system.
The hot water from both the biomass and gas boiler is pumped into a low loss distribution header from where it is circulated to Sabiana heaters throughout the factory production area, with different zones within the factory that can be adjusted independently via thermostatic controls.
In the roof area of the factory are stratification fans which circulate the warm air, sending it from the high sections of the building to the lower areas to ensure a more constant working temperature throughout the factory.
The objective of the project for Mawera was to provide a total solution that would handle the wood dust and chips together with the feed systems to the boiler – and provide heat to the entire premises.
Mawera’s solution provides a complete package from wood handling to heating of the premises – and the plant takes into consideration the RHI (Renewable Heat Incentive) BSL (Biomass Suppliers List) and the LAPPC (PG1/12 July 2013) Permit.
Thus, a complete package to provide wood chips and dust removal and to heat the total factory with a considerable payback from the project is offered.
01543 258844
www.mawera.co.uk






