Many joinery techniques are available for assembling furniture, including back welding, drilling, and spot welding. However, stud welding is a popular method widely used across numerous industries for various applications, including furniture production.

Stud welding entails attaching metal fastenings to metal sheets. A strong arc of electricity melts the metals, and then pressure is added to fuse the stud and parent material. However, there are different machines involved to suit different budgets and requirements.

This welding process is incorporated in manufacturing household and office furniture such as desks, filing cabinets, shelving, and racks. It is also used for joining garden and lawn furniture. But what benefits does stud welding bring to furniture production?
Quick process
As stud welding only requires access to one side of the parent material, it has fewer steps involved than alternative methods that call for access to both sides. Most stud-welding machinery is also portable, enabling users to transport it quickly and efficiently if needed.
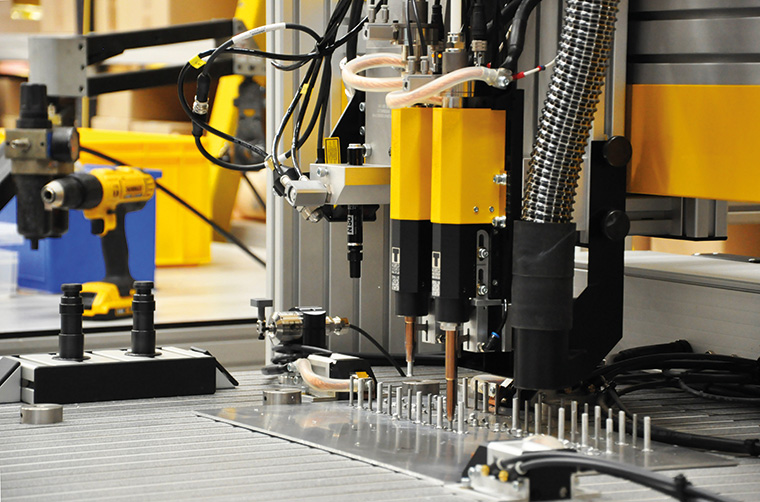
Taylor Studwelding, a leading UK designer, manufacturer and supplier of stud-welding equipment, offers automated machinery that can stud 60 welds within 60 seconds. This speedy process is particularly beneficial if a high-volume of stock needs to be produced in short periods.
Superior quality
The durability of furniture is vital, as its often used frequently, and the weld’s strength will determine how well the overall item functions.
Stud welding achieves reliable and sturdy results, as it creates a weld that is stronger than the original components, states Taylor Studwelding. However, durable and suitable materials that can withstand the machine’s strength will need to be used.
Unlike other techniques, such as back welding, stud welding also does not deburr any holes into material, which can weaken it.
When using automated machinery, accuracy is enhanced, as it removes the possibility of human error.

Appearance
The appearance of furniture products is essential, as it is a huge selling point and an element that potential customers often prioritise.
Stud welding helps to maintain an attractive aesthetic in the furniture item. As the process is only conducted on one side of the parent material, the weld is virtually invisible. There is also a miniscule risk of damaging or marking the reverse side of the material.
Flexibility
A vast range of metals is suited to stud welding – such as aluminium, copper, stainless steel, and brass – whereas spot welding is limited to a select group of base materials, including low-carbon steel, and produces a weak weld if combined with unsuitable materials, including high-carbon steels and aluminium alloys.
These are the three main stud-welding processes, which have different perks and constraints, that meet different priorities:

Capacitor discharge (CD)
Capacitors with a pre-set voltage release a high current pulse which produces an arc and melts the stud pip placed on the metal sheet. Return spring pressure then fuses the materials together. It achieves a clean weld.
This method is specifically designed for thin-gauge materials, where minimal reverse marking is required. It is suited to materials with a thickness of 0.7mm and above, and smaller diameter studs.
The capacitor discharge process is commonly used for manufacturing purposes and is powerful, inexpensive, and effective. However, it is not tolerant of materials with imperfections.
Drawn arc (DA)
An operator places a stud on the plate, triggering a pilot arc while the stud lifts to a pre-set height. The main arc then melts the stud’s weld end, creating a molten pool in the plate, and the stud is forged into the pool by return pressure. A ceramic ferrule then shapes and contains the molten metal.
This method is suited to materials with a thickness of 2mm and above, and is the only stud-welding method for large diameters.
Drawn arc stud welding tolerates imperfect surfaces and achieves a neat and controlled weld. However, it is a slightly longer process due to the requirement for ferrules, which adds extra steps to the workload.

Short cycle
This process is the same as the DA method but does not require ferrules, making it less time-consuming. However, if shielding gas is not used, the technique can produce porous welds slightly weaker than drawn arc welding results. Short-cycle stud welding also has less penetrative depth.
This method is suitable for CD studs, which are generally cheaper than DA studs. Yet, the short cycle process is compliant with imperfect substances and thicker materials than CD.
Short-cycle stud welding is ideal for high-volume applications, as it uses high currents to achieve more welds in less time.
The efficient stud-welding processes allow engineers to assemble furniture quickly while producing a high-quality and durable weld without compromising the appearance.
For further details, check out Taylor Studwelding