


Mirka has mastered the art of sanding. Its commitment to research and development is exemplary, its manufacturing facilities are world class, and its products – whilst not the cheapest – perform outstandingly well. Peter Sartain is Mirka UK’s sales manager – industrial, and in this article, he provides insight to alleviate key manufacuring issues.
Pine furniture
Having peaked in the 1990s pine furniture manufacturing has been a thirty-year business in the UK with a good number of operators still manufactuing successfully across the UK. A wide range of sanding solutions is deployed depending on the type of product, the equipment and the attitude of the maker.
According to Mirka’s Peter Sartain, a gentleman who knows more than most about sanding solutions, a key issues is the clogging of the belts due to the nature of softwood.
“The biggest wide-belt sanding problem is the clogging of the belts because the pine is very resinous and has a high moisture content,” explains Peter. “The quality of the pine and source can also have an impact on the characteristics of sanding.
“The moisture content of wood is tied directly to the relative humidity of the surrounding air. The higher the relative humidity, the higher the MC of the wood, the more the belts have a tendency to clog.
“Excessive clogging also leads to burning of the belt and the wood. Relative humidity also has a big impact on the belts if they are left in a cold work place overnight on a concrete floor or on the machine, with this in mind correct storage of belts is essential for optimum sanding performance.
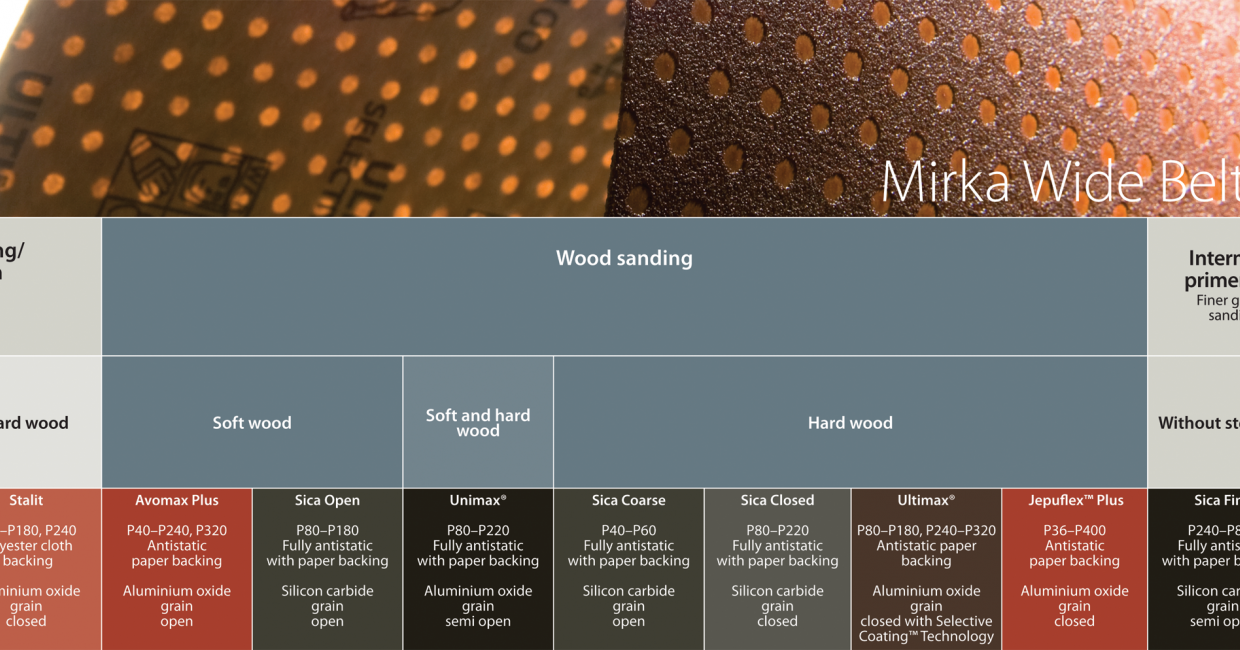
“Mirka, unlike some other manufacturers, produce a specific belt for sanding pine/softwoods called Avomax, a fully-open coated belt with anti-static treatment to minimise clogging.
“Some manufacturers will try to sell generic semi-open coat belts which are designed to sand both hard & soft wood, in real terms you are sacrificing certain key features of a belt to accommodate the ability of sanding both woods.”
Oak furniture
As hardwood timber became more available and more affordable in the late 90s, its popularity grew among UK manufacturers.
Peter says that a key issue with oak is that it is all too easy to ‘burn’ the timber during the sanding process.
“The biggest wide-belt sanding problem is Burning, often caused by too much stock removal in one pass or too high a feed rate. Oak can vary considerably from different locations and types, some much harder than others.”
Mirka produce two products for sanding hardwoods, the premium, Jepuflex Plus is a closed coated product for optimum stock removal and benefitting from a heavy F-weight backing paper to minimise burning and more resistance to sanding pressures etc. (less breakages).
Mirka also produce a patented Ultimax product where selective coating technology enables small circular cavities in the surface of the belt to be produced, this has several beneficial features:
• It forces air between the surface of the belt and the product sanded, keeping the cutting area cooler and therefore almost eliminating burning and extending the life of the belt.
• The cavities also provide a void for excessive dust generated to be passed under the belt during the sanding process, minimising clogging.
• The above two features combined produce higher performance per abrasive grain when compared with conventional belts, which increase belt life and allows greater stock removal without deterioration of finish.
Making high gloss kitchens and general lacquer sanding
High gloss furniture and in particular kitchens continues to be a growth market in the UK, manufacturers have stepped up production from sanding and polishing manually to utilising high tech sanding machines.
Mirka has recognised this and developed a specific film backed abrasive, Microstar in narrow belt format, for cross belt heads to provide an automated lacquer flattening process, this is complimented by our single step compounds to provide the complete High Gloss solution.
Microstar belts are available in two formats, grip and anti-slip backing
Microstar anti-slip backing is ideal for fast orange peel removal and flatting of the lacquer, Microstar grip would then be used for final finishing with grip backing providing a softer cutting action and better finish.
General lacquer sanding- traditionally done by hand with a variety of abrasives from double sided sponges to fine grit velour discs, in essence between coats sanding is carried out to remove the small nibs of lacquer that can be felt on the surface after the first coat and provide a key for the next coat of lacquer.
Modern wide belt sanders with segmented electronic pads etc. are more than capable of automating this process on flat lacquered panels. Mirka produce a Sica Fine range of belts (Silicon Carbide grain a sharper grain to cut through the lacquered surface).
A typical denibbing process can be from P280 to P600 dependent on lacquer, often UV type lacquers are better suited to Aluminium Oxide belts such as Jepuflex, where significant improvement in surface finish and longer life can be achieved.
Due to the complexity and variety of lacquers this is where a site visit from one of the Mirka sales team is beneficial.
Making veneered architectural panels
“With the majority of veneers being in the hardwood category the sanding attributes are very similar, Ultimax really comes into its own in the application and burning due to the small layer of wood is quite common.
“Coupled with Veneer sanding would be the calibration of the MDF prior to veneering, its common to witness the wrong belts being used to sand MDF, the hard skin formed during manufacture mean a sharp grain is required to cut through, for this we use our Sica Course range, typical sanding prior to Veneering would be P60.”









